安平县景颂钢格板厂
全国服务热线
15297651112





厂内加工工艺
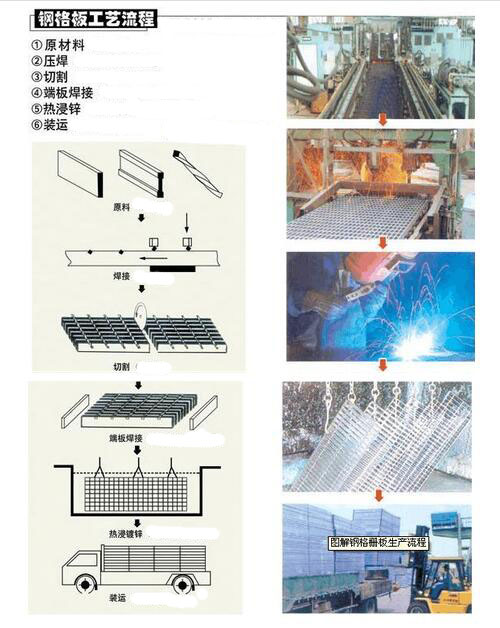
1.原材料
本工程所用钢格栅板采用32mm宽、5mm厚Q235B扁钢,间距为30mm。横杆间距为100mm。
2.压焊
格栅板的焊接为机械压焊,一般来说机器压焊使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的高品质钢格板。 机械压焊优点:手工焊接的方式就是把先在热轧扁钢上冲孔,然后将横杆放入孔中点焊,横杆与扁钢会存在空隙,而且不可能每个接触点都进行焊接,因此焊接不牢固,强度有所降低。
3.切割
根据钢格栅板深化图中的尺寸,机械压焊后的整块钢格板须进行机械切割。切割时严格控制尺寸误差并由专业质检人员对已切割的钢格板进行抽样检查,不合格的钢格板将进行重新切割控制尺寸误差并由专业质检人员对已切割的钢格板进行抽样检查,不合格的钢格板将进行重新切割。
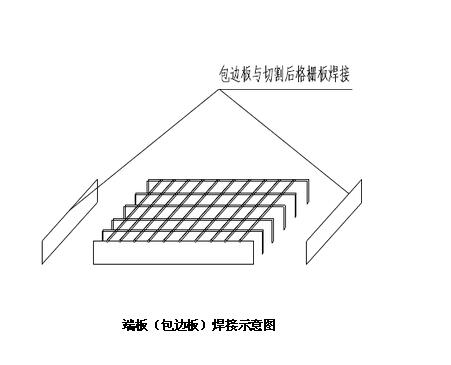
4.端板
(包边板)焊接 端板与钢格板中的扁钢材质型号相同,采用人工焊接的方法进行焊接。焊接时清除钢格板及端板表面上的油污及污渍后方可进行焊接,焊缝为单面角焊缝。钢格板中的每条扁钢都需与端板进行焊接。焊接完成后应对焊缝表面进行除渣并打磨,保证焊缝在热镀锌工序中能够完全结合。
端板(包边板)焊接示意图
5.热镀锌
在镀锌工序进行前应对钢格板新钢材表面处理,应选择机械除锈(喷砂、抛丸等),使钢格板表面清洁度达到ISO 85O1—1 Sa 2.5级,相当于GB 8923 Sa 2.5级。它的文字定义为:“钢格板经过机械除锈后,表面无油、无锈,无氧化皮及其他的污物,或仅留轻微的痕迹; 95%钢格板表面受到钢丸(砂)冲击,露出金属的光泽。热镀锌主要通过电化学原因理来进行防腐,因此必须保证锌粉与钢格板的充分接触,产生电极电位差,所以钢格板表面处理很重要。 镀锌后的平均锌层重量不小于460克/平米,镀锌后质量及要求应符合GB/T13912规定。
6.包装及运输
经过上述流程后,钢格板的加工制作就已经基本完成了。之后与施工现场管理人员联系,并由施工现场管理人员提供货料单,厂内根据货料单中的格栅板规格、数量及供货日期进行对已加工好的钢格板进行包装、装车并运输。
一般情况下,钢格栅板的包装以捆为单位,每捆30块钢格栅板。每捆钢格栅板的重量大约为2吨左右。 钢格栅板打包之后用叉车进行装车。
钢格栅板工艺详解图
安装卡具图


Copyright 2013 (安平县景颂金属丝网制品有限公司) 版权所有 All rights reserved 备案号:冀ICP备16005441号-1
安平县景颂钢格板厂专业生产热镀锌钢格板、复合钢格板、水沟盖板、楼梯踏步板等丝网产品 技术支持 云天科技 ![]()
![]()
