安平县景颂钢格板厂
全国服务热线
15297651112





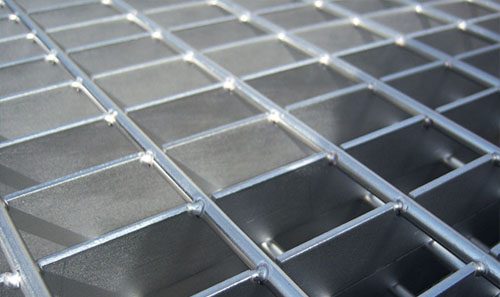
不锈钢钢格板在我国的使用量正逐年增加。不锈钢钢格板的使用量由1988年的30万吨增加到2000年的165万吨。年增长率为15.26%。而且不锈钢钢格板也己经应用到国民生产和生活的各个领域。如:食品加工行业,机电和化工部门;电力工业。另外还有一些其它行业:厨房设备、建筑装演.家用电器和汽车行业等.在这些行业中,不锈钢钢格板的焊接是产品生产的一个重要工序。焊接质量的好坏直接决定产品的质量。本文主要阐明如何从控制焊接变形以及控制焊接成本来从优选取不锈钢钢格板焊接工艺及方法。
I、不锈钢钢格板的焊接性分析
不锈钢钢格板的焊接由于其自身拘束度小、导热系数小哟为普低钢的1/3),线膨胀系数较大,当焊接温度变化较快时,则产生的热应力大,很容易出现烧穿和焊接变形吠多为波浪变形〕等缺陷.
2、不锈钢钢格板焊接熔池受力状况
熔池王要贷到的作用力有:电弧作用力P熔池金属重力Q;熔池金属表面张力F.当熔池金属体积、质量、熔宽一定时』熔池深度取决于电弧力P的大小,熔深和电弧力又与焊接电相关』熔宽则由电弧电压决定.随着熔池体积的增大,表面张力F也随着增大表面张力不能平衡电弧作用力F和熔池金属重力9』此时』熔池金属会下流』造成熔池烧穿.电弧作用力P和熔池金属重力a是使熔池烧穿的力,表面张力F是阻止熔池下塌或烧穿的力.为使薄板焊接不致于烧穿』必须想办法提高金属熔池的表面张力F』要提高表面张力F,须控制熔池的热输入』即线能量.
3、不锈钢钢格板焊接工件的变形
不锈钢钢格板拘束度较小,在焊接过程中受到局部加热、冷却作用』形成了不均匀的加热、冷却』焊件会产生不均匀的应力和应变,焊缝的纵向缩短对薄板边缘的压力超过一定值时』即会产生较严重的波浪式变形』影响工件的外形质量.
4,解决不锈钢钢格板焊接时产生的过烧、烧穿、变形、变色的主要措施有:
(1)严格控制焊接接头上的热输入量』选择合适的焊接方法和工艺参数压要们焊接电流、电弧电压、焊接速度〕.
(2)装配尺寸力求精确』接口间隙尽量小。间隙稍大容易烧穿』或形成较大的焊瘤.
O〕必须采用精装夹具』夹紧力平衡均匀.焊接不锈钢薄板关键要注意:严格控制焊接接头上的线能量』力求在能完成焊接的前提下尽量减小热量输入从而减小热影响区避免上述缺陷的出现.



Copyright 2013 (安平县景颂金属丝网制品有限公司) 版权所有 All rights reserved 备案号:冀ICP备16005441号-1
安平县景颂钢格板厂专业生产热镀锌钢格板、复合钢格板、水沟盖板、楼梯踏步板等丝网产品 技术支持 云天科技 ![]()
![]()
